Pevná živica 2.0 Číra
Kód: ID-103



Podrobný popis
video
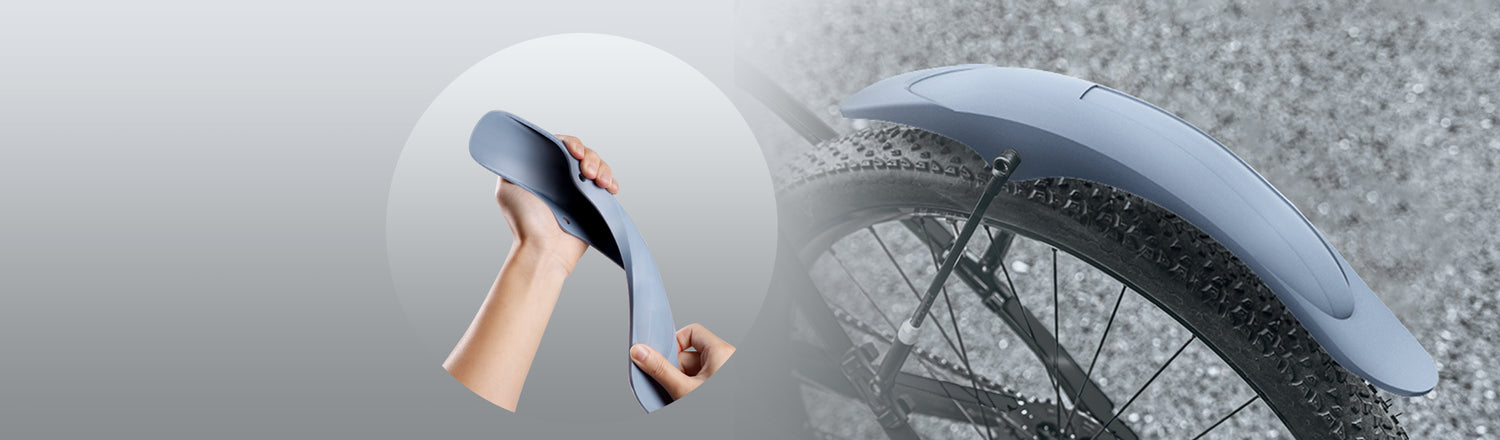



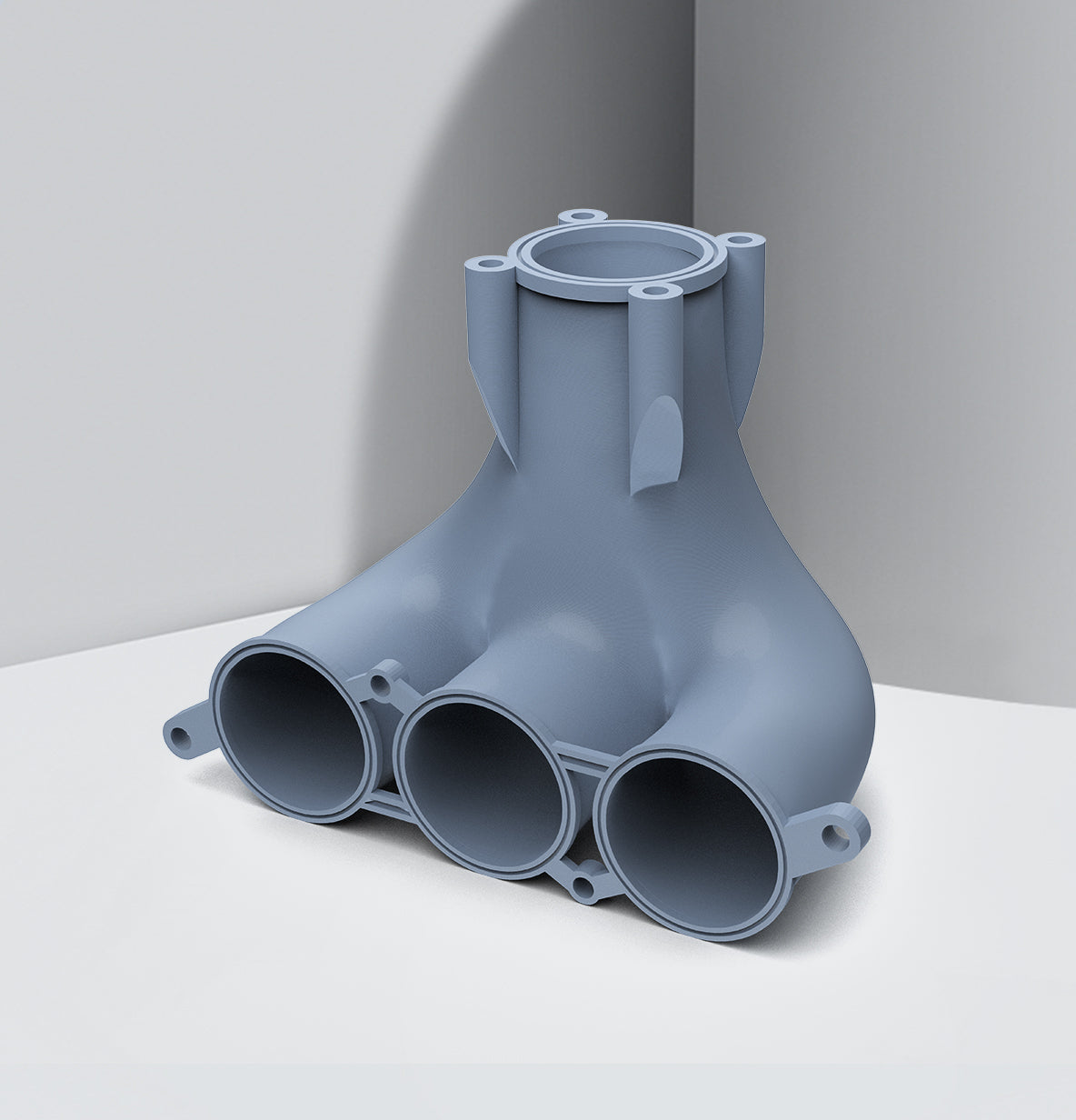
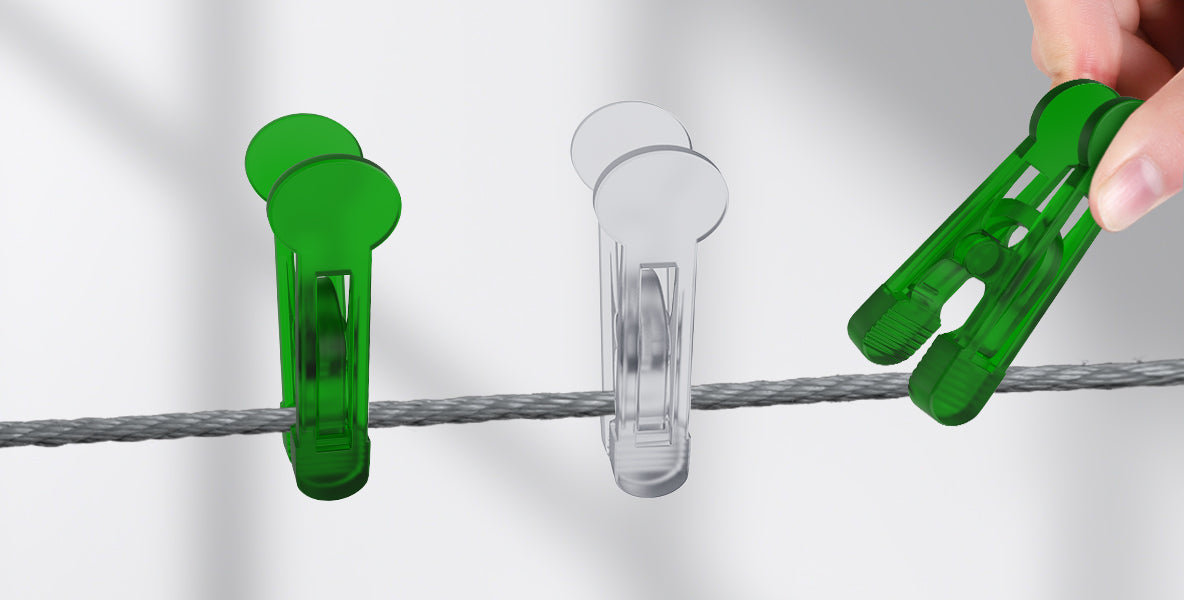
Tlač modelu

Parametre produktu
| UV vlnová dĺžka | 365-405 nm | Predĺženie pri pretrhnutí | 30 – 50 % |
| Hustota | 1,10-1,15 g/cm³ | Moduly pružnosti v ťahu | 800-1200 MPa |
| Viskozita | 150-250 MPa s (25 °C) | Pevnosť v ohybe | 35-45 MPa |
| Modul pružnosti v ohybe | >900-1200 MPa | Tvrdosť | 76 Shore D |
| Teplota odklonu tepla | > 60-65 ℃ | Pevnosť v ťahu | 50-60 MPa |
| Nárazová sila IZOD | >50-60 J/m | Doba konzervácie | 1,5 roka |
Typ farby

Odporúčané parametre tlače
| Model tlačiarne | Hrúbka vrstvy | Doba vystavenia | Čas vypnutia svetla | Spodná doba expozície | Spodná vrstva | Úroveň anti-aliasingu | Z Vzdialenosť zdvihu | Z Rýchlosť zdvihu | Z Rýchlosť zaťahovania |
| Photon Mono M7 Pro | 0,05 mm | 2s | 2s | 25s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5s Pro (normálny režim tlače) | 0,05 mm | 3,6 s | 1 s | 30-te roky | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5s Pro (režim rýchlej tlače) | 0,1 mm | 3,8 s | 1 s | 30-te roky | 5 | 1 | 5 mm | 20 mm/s | 20 mm/s |
| Photon Mono M5s (normálny režim tlače) | 0,05 mm | 2,8 s | 1 s | 25s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Photon Mono M5s (režim rýchlej tlače) | 0,1 mm | 3s | 1 s | 25s | 6 | 1 | 5 mm | 20 mm/s | 20 mm/s |
| Fotón Mono M5 | 0,05 mm | 2,8 s | 1 s | 25s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Fotón M3 Max | 0,05 mm | 3s | 2s | 35s | 6 | 1 | 10 mm | 2 mm/s | 3 mm/s |
| Fotón Mono X 6Ks | 0,05 mm | 2,5 s | 0,5 s | 20-te roky | 5 | 1 | 8 mm | 3 mm/s | 4 mm/s |
| Fotón Mono X2 | 0,05 mm | 2,5 s | 1 s | 20-te roky | 5 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Fotón Mono 2 | 0,05 mm | 2,5 s | 1 s | 25s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Fotón D2 | 0,05 mm | 2,5 s | 1 s | 28s | 5 | 16 | 5 mm | 2 mm/s | 3 mm/s |
| Photon M3 Plus | 0,05 mm | 1,5 s | 1 s | 25s | 6 | 1 | 6 mm | 6 mm/s | 6 mm/s |
| Fotón M3 | 0,05 mm | 2s | 1 s | 25s | 5 | 1 | 6 mm | 3 mm/s | 4 mm/s |
| Photon M3 Premium | 0,05 mm | 2,5 s | 1 s | 30-te roky | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Ultra | 0,05 mm | 2s | 1 s | 35s | 5 | 1 | 5 mm | 2 mm/s | 2 mm/s |
| Fotón Mono X | 0,05 mm | 2s | 1 s | 28s | 6 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Fotón Mono 4K | 0,05 mm | 2s | 1 s | 40-te roky | 6 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Fotón Mono X 6K | 0,05 mm | 2s | 1 s | 28s | 6 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Fotón Mono SQ | / | / | / | / | / | / | / | / | / |
| Fotón Mono SE | / | / | / | / | / | / | / | / | / |
| Fotón Mono | 0,05 mm | 2,5 s | 1 s | 40-te roky | 6 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Fotón S | / | / | / | / | / | / | / | / | / |
Návod na použitie
(1) Pred použitím: Pred použitím pretrepte tekutú živicu; Vyčistite nádrž na živicu a platformu formy, aby spodná časť nádrže na živicu zostala priehľadná. (2) Pri použití: Odskrutkujte uzáver a pridajte živicu do zásobníka živice podľa požiadaviek zariadenia; Vyberte správne parametre tlače a nastavenia pre tlač. (3) Po použití: Po vytlačení použite príslušné nástroje na následné spracovanie, vrátane čepele, diagonálnych klieští, pinzety, nádoby, rukavíc; Čistite čistiacim roztokom etanolu (≥95 %), laktátu alebo izopropylalkoholu. (4) Kroky po spracovaní: A. Odstráňte vytlačený model z platformy formy pomocou čepele; B. Ponorte model do čistiaceho roztoku, opláchnite ho alebo umyte ultrazvukom, potom ho vyberte a nechajte odtiecť; Na dosiahnutie lepšieho účinku sa odporúča používať umývacie a vytvrdzovacie stroje ANYCUBIC. C. Vykonajte správne následné spracovanie, ako je odstránenie nosných štruktúr, leštenie, farbenie atď.
Prevencia
- Ideálnymi podmienkami na skladovanie nevytvrdenej živice je chladné, tmavé miesto pri izbovej teplote a chránené pred svetlom, aby sa zabránilo vysokým teplotám alebo priamemu slnečnému žiareniu.
- Odporúčaná prevádzková teplota je 18-35°C a nízke teploty môžu negatívne ovplyvniť kvalitu tlače. Preto by mala byť živica pred použitím riadne predhriata (nie viac ako 60°C).
- Keď sa živicový pigment usadí, môže sa použiť po premiešaní alebo pretrepaní.
- Aby ste zabezpečili výkon živice, vyberte model po čistení včas, aby ste zabránili dlhodobému namáčaniu modelu vo vode.
- Pre zaistenie mechanických vlastností modelu vykonajte následné vytvrdnutie v dostatočnom časovom predstihu po vyčistení a vysušení.
- Na zabezpečenie ideálneho výkonu vytvrditeľného materiálu je potrebné kontrolovať intenzitu a čas svetelného zdroja po vytvrdnutí. Preto sa odporúčajú nasledujúce kroky:
1. Intenzita ortuťovej výbojky alebo svetelného zdroja LED je 5-10 mW/m² a doba trvania nie je dlhšia ako 1 hodina (samoregulácia).
2. Doba pôsobenia na slnku (v lete) je cca 1 hodina.
3. Blízkosť alebo dlhodobé vystavenie silným zdrojom svetla, ako sú vysokotlakové ortuťové výbojky, je zakázané.
4. Počas tlače sa odporúča tlačiť v tmavej miestnosti alebo prikryť vekom, pretože živica je fotocitlivý materiál.
PS: Vlastnosti materiálu sa líšia v závislosti od použitého formovacieho zariadenia, spôsobu následného vytvrdzovania a testovacieho zariadenia. Informácie o bezpečnosti nájdete v karte bezpečnostných údajov (MSDS) tohto produktu. Ak počas používania narazíte na nejaké problémy, neváhajte nás kontaktovať.
Dodatočné parametre
| Kategória: | Resin Anycubic |
|---|---|
| Záruka: | 2 roky |
Buďte prvý, kto napíše príspevok k tejto položke.
Buďte prvý, kto napíše príspevok k tejto položke.